


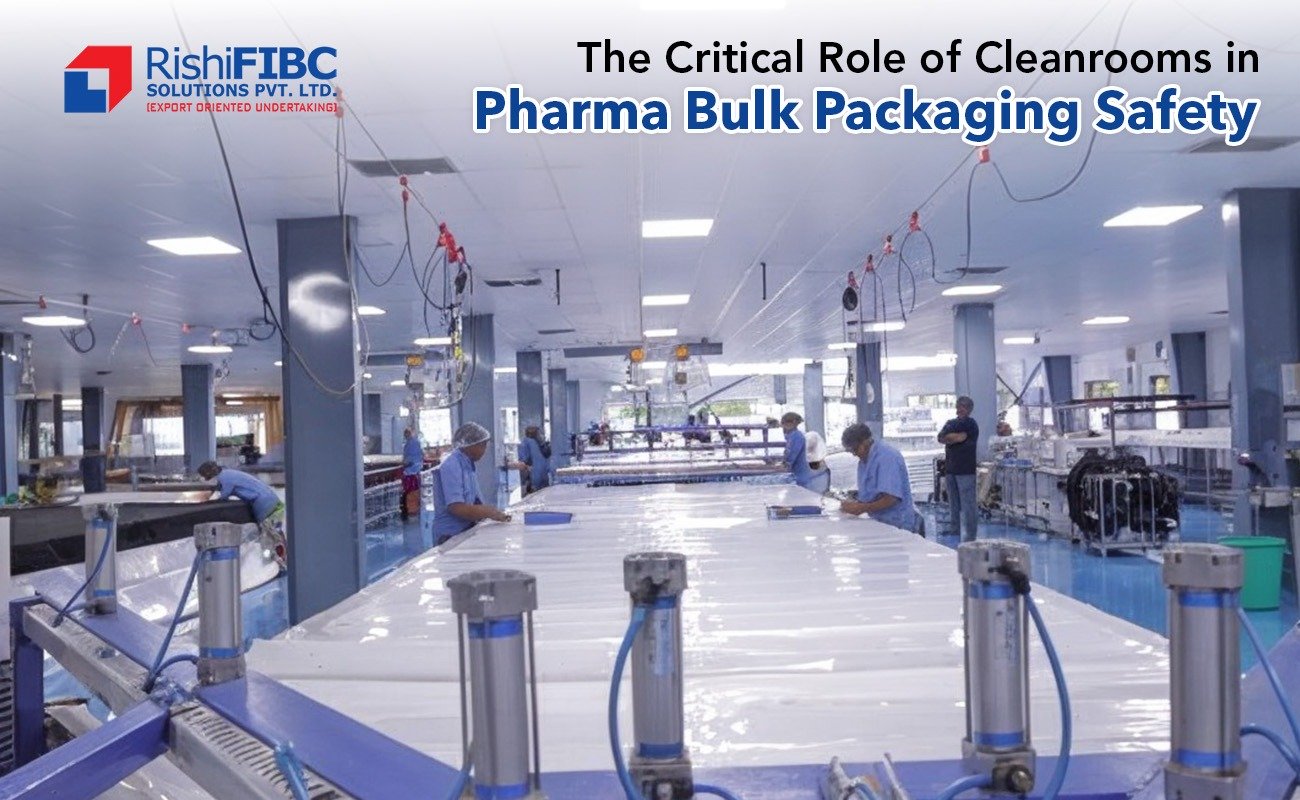
The Role of Cleanroom Manufacturing in Pharma Bulk Packaging
Pharmaceutical safety begins long before medicine reaches patients. Pharma bulk packaging requires stringent manufacturing standards to prevent contamination. Cleanroom facilities have become essential infrastructure for companies producing pharmaceutical-grade packaging materials. These controlled environments ensure every bag meets the highest quality and safety standards.
Understanding Cleanroom Manufacturing Standards
Cleanrooms are specialized facilities where environmental factors are tightly controlled. Air quality, temperature, humidity, and particle counts are monitored continuously. ISO 14644 standards define cleanliness classifications from ISO Class 1 to ISO Class 9. Pharmaceutical packaging typically requires ISO Class 7 or ISO Class 8 environments.
Each classification specifies maximum allowable particle concentrations. These microscopic particles can compromise product integrity. Cleanroom protocols prevent dust, microbes, and other contaminants from entering the manufacturing space. The result is packaging that maintains pharmaceutical-grade purity.
Critical Components of Cleanroom Infrastructure
Advanced air filtration systems form the foundation of cleanroom operations. HEPA filters remove 99.97% of particles larger than 0.3 microns. Air circulation patterns create positive pressure zones that prevent external contamination. Multiple air changes per hour maintain consistent cleanliness levels.
Specialized flooring, walls, and ceilings are designed for easy sanitization. Materials resist bacterial growth and chemical degradation. Seamless surfaces eliminate crevices where contaminants could accumulate. Lighting systems use fixtures that minimize particle generation.
Access control systems limit personnel entry to trained and authorized individuals. Airlocks and gowning rooms serve as transition zones. Workers don specialized garments including coveralls, gloves, masks, and shoe covers. These barriers prevent human contamination from entering the production area.
Why Pharma Bulk Packaging Demands Cleanroom Production
Pharmaceutical products have zero tolerance for contamination. Active ingredients can be compromised by minute particles or microbial presence. Bulk packaging serves as the first line of defense protecting these sensitive materials. Manufacturing FIBC bags in cleanroom environments eliminates contamination risks at the source.
Traditional manufacturing facilities cannot achieve the purity levels pharmaceutical applications demand. Regular factory environments contain countless airborne particles and microorganisms. Even seemingly clean spaces harbor contamination invisible to the naked eye. Cleanrooms remove these variables through engineering and strict protocols.
Patient safety depends on maintaining product integrity throughout the supply chain. Contaminated packaging can introduce foreign substances into medications. This creates serious health risks and regulatory violations. Cleanroom manufacturing ensures packaging meets or exceeds pharmaceutical industry requirements.
Quality Control Measures in Cleanroom Facilities
Continuous monitoring systems track environmental parameters using particle counters, temperature sensors, and humidity controls. Digital systems log all data for compliance documentation. Regular microbiological testing through surface and air sampling validates cleanroom effectiveness and detects contamination before issues arise.
Personnel training programs ensure workers understand proper gowning procedures, movement patterns, and behavioral discipline. Ongoing education maintains best practice compliance. Material testing verifies incoming raw materials meet specifications, with every fabric batch undergoing rigorous quality checks. Finished products undergo final inspection before distribution release.
Regulatory Compliance and Certifications
Pharmaceutical packaging manufacturers must comply with multiple regulatory frameworks. Good Manufacturing Practices (GMP) guidelines govern production processes. FDA regulations in the United States set strict standards for pharmaceutical packaging. European Pharmacopoeia provides guidelines for EU markets.
ISO certifications demonstrate commitment to quality management systems. ISO 9001 covers overall quality management. ISO 14644 specifically addresses cleanroom classifications and monitoring. Third-party audits verify compliance with these international standards.
Documentation requirements are extensive in pharmaceutical manufacturing. Batch records track every step of the production process. Deviation reports document any departures from standard procedures. Validation studies prove that processes consistently produce quality results.
Benefits of Cleanroom-Manufactured FIBC Bulk Bags
Investing in cleanroom-manufactured packaging delivers tangible advantages across your pharmaceutical operations. These benefits directly impact product safety, regulatory compliance, and business performance:
-
- Complete Contamination Prevention: Eliminates packaging as a contamination source, protecting pharmaceutical products throughout transportation and storage
- Enhanced Supply Chain Integrity: Provides manufacturers with confidence in end-to-end product protection and quality maintenance
- Reduced Recall Risk: Minimizes product recalls and regulatory issues through superior manufacturing standards
- Extended Product Shelf Life: Superior cleanliness standards keep products stable longer without contamination concerns
- Improved Inventory Management: Allows pharmaceutical companies to maintain larger safety stocks without quality degradation worries
- Smoother Regulatory Acceptance: Documentation from certified cleanroom facilities supports regulatory submissions and accelerates approval processes
- Auditor Recognition: Additional quality measures are acknowledged during inspections, simplifying compliance verification
- Increased Customer Confidence: Demonstrates commitment to quality that healthcare organizations and pharmaceutical companies demand
- Reputation Protection: Reinforces your company’s dedication to patient safety and product excellence
Partner with Rishi FIBC for Pharmaceutical-Grade Bulk Packaging
Selecting a manufacturing partner for pharmaceutical applications is a critical business decision. Quality cannot be compromised when patient safety is at stake. Rishi FIBC operates advanced cleanroom facilities dedicated to producing pharmaceutical-grade FIBC bulk bags that exceed industry standards.
Our commitment to quality extends beyond certifications to every aspect of operations. From raw material selection through final inspection, cleanroom protocols govern our manufacturing process. We understand that pharmaceutical companies need suppliers who share their dedication to safety and excellence.
Our quality control systems provide complete traceability and documentation for regulatory compliance. Whether you need standard designs or custom solutions, our team works closely with you to meet exact specifications. We don’t just manufacture bags—we partner with you to protect your products and your reputation.
Contact Rishi FIBC today to discuss your pharmaceutical bulk packaging requirements. Discover how our cleanroom manufacturing capabilities can enhance your supply chain integrity. Let us demonstrate why leading pharmaceutical companies trust us for their most critical packaging needs. Your commitment to patient safety deserves a manufacturing partner who shares that priority.
FAQ
[/vc_column_text]
Q1: What is cleanroom manufacturing and why is it necessary for pharma bulk packaging?
Cleanroom manufacturing involves producing materials in controlled environments where air quality, temperature, humidity, and particle counts are strictly regulated. For pharma bulk packaging, this prevents contamination that could compromise pharmaceutical products. ISO 14644 standards govern these facilities, ensuring FIBC bags meet pharmaceutical-grade requirements and protect patient safety throughout the supply chain.
Q2: What ISO cleanroom classification is required for pharmaceutical packaging manufacturing?
Pharmaceutical packaging typically requires ISO Class 7 or ISO Class 8 cleanroom environments. These classifications specify maximum allowable particle concentrations per cubic meter. ISO Class 7 permits 352,000 particles (0.5 microns or larger) per cubic meter, while ISO Class 8 allows 3,520,000 particles. The specific class depends on the pharmaceutical product’s sensitivity and regulatory requirements.
Q3: How do cleanroom facilities prevent contamination in FIBC bag production?
Yes, cross corner FIBC bags are designed for multiple use cycles when properly maintained and inspected. Most are manufactured from recyclable polypropylene materials. Their durability reduces packaging waste significantly compared to single-use alternatives. Many manufacturers offer end-of-life recycling programs, making them a sustainable choice for bulk packaging.
Q4: What certifications should pharmaceutical packaging manufacturers have?
Reputable manufacturers should hold ISO 9001 for quality management systems and ISO 14644 for cleanroom standards. Good Manufacturing Practices (GMP) compliance is essential. FDA registration and compliance with regional pharmaceutical regulations (like European Pharmacopoeia) are necessary for specific markets. Third-party audits should verify all certifications and validate manufacturing processes regularly.
Q5: How does cleanroom manufacturing benefit pharmaceutical companies using FIBC bags?
Cleanroom-manufactured bags eliminate packaging as a contamination source, reducing product recalls and regulatory issues. They extend pharmaceutical product shelf life through superior cleanliness. Regulatory acceptance improves with comprehensive documentation from certified facilities. Companies gain competitive advantage through demonstrated commitment to quality, building trust with healthcare organizations and maintaining reputation for patient safety.
